

江海龙钢铁 有限公司一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 安徽芜湖合金管产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 安徽芜湖合金管产品质量的稳定,有效地改善了环境。



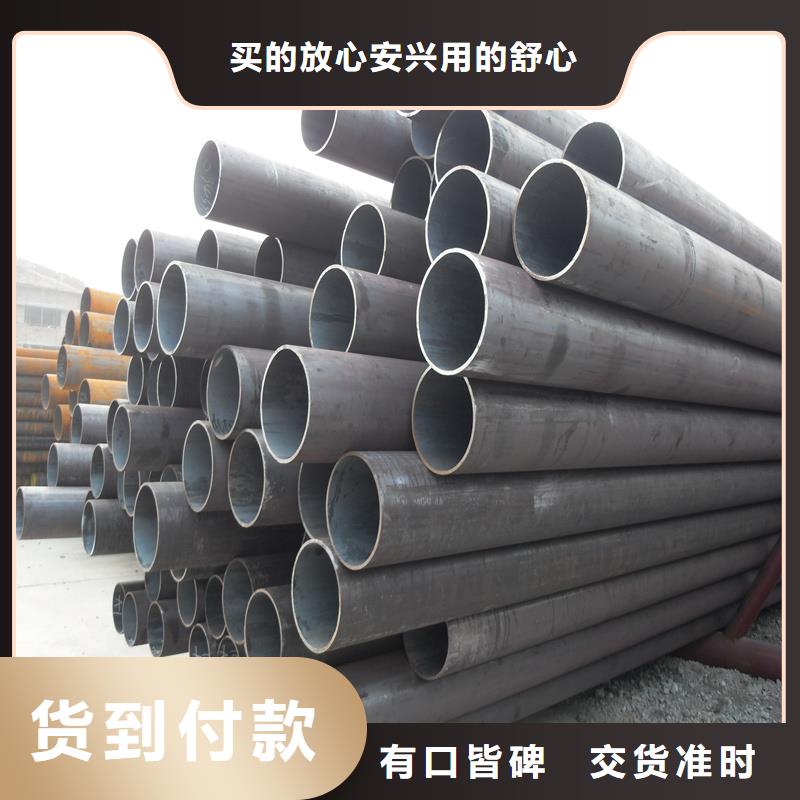
2013年 的高压锅炉管的外观质量:GB5310-95《高压锅炉用无缝钢管》热轧管的外 径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
高压锅炉管的理论计算: [(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
高压锅炉管主要牌号
10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、10Cr9Mo1VNb、SA210A1、SA210C、SA213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等



【4】喷(抛)射除锈:喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且高压锅炉钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。
喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于高压锅炉钢管内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。
随着当前我国经济的发展,长输油气管线是能源保障的重要方式,在输油(气)管线防腐施工过程中,高压锅炉钢管的表面除锈也导致了他们使用的寿命因素。确保了防腐层的质量,在同样设备的基础上,大大提高工艺水平,降低生产成本。



无缝钢管是用钢锭轧制成圆钢,经过热穿孔得到管坯(毛管),然后经热轧、冷轧或冷拨制成无缝管。
从零到世界 ,中国无缝钢管艰辛发展历程
无缝钢管被誉为工业的“血管”,是 工业建设和国防建设的重要原材料,无论制造飞机、轮船、火车、汽车、锅炉、电站,还是输油、输汽、输水,或者是开发矿藏进行地质钻探,哪儿都需要它,哪里也离不开它。可以说,如果离开了无缝钢管的话,很多如石油、化工、钢铁、机械、军工、航空航天等工业发展都将无从谈起。
1949年建国初期,我国还不能生产无缝钢管。当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)
新中国成立后,随着三年恢复经济和国民经济 个五年计划开始实施,我国经济将迈上了走向工业化的道路。由于西方敌对 对新中国实行经济封锁和禁运,靠从国外进口无缝钢管来源中断,而当时国内还不能生产,这对经济的恢复和国防工业都产生了严重的影响。
为了改变依赖进口的现状,1952年8月,新 项重点工业建设项目——鞍钢的“三大工程”上马,无缝钢管工程是其中之一。
1953年12月26日,在我国的北方鞍山-鞍钢无缝钢管厂,几乎所有的工人都提前来到了工厂,紧张又兴奋。这 ,中国冶金史将掀开新的一页。下午2点半,操作台上的工人们各就各位。一锭通红的钢坯,从高温加热炉里滚出,钻过穿孔机。当火红的钢管头缓缓露出,在场的人无不欢呼雀跃,新 根无缝钢管诞生了。
鞍钢无缝钢管厂原设计生产规格为 Φ57-140mm,壁厚4-20mm,长4-12m;设计产量 6.19万吨/年,投产后三年(1956年生产了6.6万吨)超设计7%达产。
鞍钢无缝钢管厂的投产,结束了我国不能生产无缝钢管的历史。从工厂破土动工,到 根无缝钢管问世,仅仅用了1年零3个月。投产后的第二年(1954年)就先后试轧出了,锅炉管、地质管、油管和不锈钢管。在二辊斜轧穿孔机上穿轧不锈钢管成功,是我国无缝钢管生产史上一大盛事,这为我国以后的不锈钢管生产起了先导作用。